
The casting method is one of the first metal production methods discovered by mankind. As time went by a series of innovations were introduced on the casting technology to increase the range of parts and the variety of metal alloys. The ability to control the solidification of the casting metal makes possible the production of defect-free casting parts that serve many different purposes.
Nearly all casting metal alloys are shrinked while solidifying. As the liquid metal solidifies it shows phase transformation into a regular crystallographic structure, hence causing irregular solidification cavities. Due to this reason, it is inevitable to use mold components called feeders that act as a liquid metal reservoir until the casting parts solidify.
After casting mold is filled and the solidification starts then begins the feeder task. The aim of the feeder system design is that the feeder should be able to deliver molten metal to all sections of the casting within the sphere of influence until solidification finishes. When making the feeder calculation, attention should be paid to the feeder shape and the connection to the casting part. There are various elements used which affect the feeding efficiency. Feeder systems are the most effective mold auxiliary components for this purpose.
In terms of the correct application of the feeder systems, it has great importance to determine the dimension data of the feeder such as module and volume. Preformed feeder systems are manufactured with a wide range of shapes, sizes and formulations can be applied at the casting of parts that have different alloys and casting modules. The feeder sleeves provide a great convenience determine the feeder location and application due to the rigid structure.
There are two types of preformed feeder systems, based on the production method and composition.
• Feeder Sleeve Systems
• Mini Riser Systems
Preformed feeder systems are produced as a fiber-based by infiltration method, known as feeder sleeve. Feeder sleeve systems consist of feeder sleeve, breaker core, cover and anti-piping agents. The systems were developed to prevent solidification shrinkage.
Feeder Sleeves
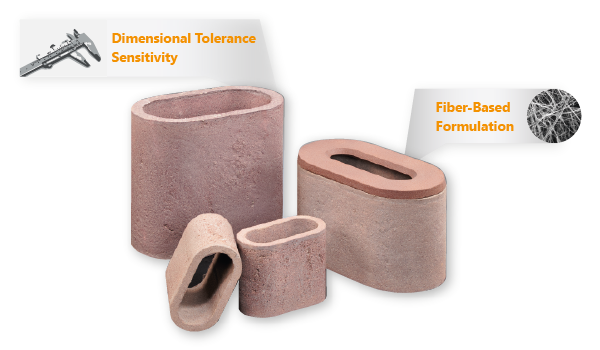
Feeder sleeves are one of the most common casting auxiliary materials that increase the mold efficiency by prolonging the solidification time of the feeder metal. The feeder sleeves present a heating surface that increase the solidification time of the molten metal, thanks to the high energy generated as a result of the insulation supported exothermic reaction.
Feeder sleeves are produced in various shapes and sizes as open and closed. Thus, they can be placed at the most suitable point determined on the casting part in different ways according to the desired mold dimensions.
| Product | Reaction Starting Time, sec* | Density, g/cm³ | Max. Temperature, ◦C* |
|---|---|---|---|
| BESEKS™ 3000 High Exothermic |
70 – 90 | 0.55 – 0.65 | 1560 – 1620 |
| BESEKS™ 2000 Medium Exothermic |
90 - 120 | 0.65 – 0.75 | 1460 – 1520 |
 Product Advantages
Product Advantages
- Less liquid metal requirement
- High casting yield
- Reduced melting costs
- Low gas emission
- Easy and short molding time
- High production speed and volume
- High casting quality with controlled solidification
- Easy separation from the casting part and low fettling cost with the use of breaker cores
Carbon steel solidifies in a sand mold at 1t time without using a feeder sleeve and/or exothermic powder. However it solidifies in approximately 1.3t time with feeder sleeve, and in approximately 2.5t time by the feeder sleeve and exothermic powder together.
Breaker Core of Feeder Sleeve
Breaker cores are used with feeder sleeves in order to separate the feeder metal from the casting easily after solidification completed. Thanks to the breaker cores, which can be produced in wide range thicknesses and feeder neck according to the metal alloys and sleeve types, the fettling time on casting is shortened and facilitated.
The breaking angles of the feeder neck can be adjusted according to the casting alloy. By the way separation of the feeder part is facilitated, while breaker cores effect on the feeder sleeve thermal module is reduced. By changing core angle and thickness, the solidification of the feeder neck can be controlled.

Covers for Feeder Sleeve

Covers are used with open feeder sleeves. The covers prevent to the interaction of the feeder metal with the open atmosphere, thus it prolongs the cooling time of the metal for open feeder sleeves. Covers reduce the negative pressure on the feeder metal and facilitate the movement of the liquid metal by ıts porous structure. Thus, it helps to use the feeding distance effectively. Also, the exothermic and insulating formulated covers are available.
